Bei diesem System kann die Einpresskraft über einen Weg oder nur die Einpresskraft überwacht werden.Dazu sind am Pressschlitten ein Kraftelement und ein Wegsystem angebracht.
Diese Kraft, -Wegwerte bzw. Kraftwerte werden an einem
Kontrollmonitor (Display) über Zahlenwerte angezeigt.
Der Kraftaufnehmer ist bei Überbelastung unzerstörbar.
Bei diesem System ist eine graphische Darstellung nicht möglich.
Alle Einstellungen werden vom FDM1210 automatisch eingestellt, da der FDM1210 erkennt, welche Sensorik angeschlossen ist.
So wird z.B. automatisch der Meßmodus eingestellt.
Einheiten wie Newton (N), Kilonewton (kN), Weg (mm), Grad (°) werden automatisch gesetzt.
Wurde die Sensorik verändert, wird dies nach Einschalten vom FDM1210 erkannt, und die Meldung "Sensorik wurde verändert"
am Display angezeigt.
Die Kraft-Wegüberwachung erfolgt über 3 Kraft- und 2 Wegetore.Zur Einstellung dieser Tore wird wie in der
unten dargestellten Beispielkurve gezeigt, ein Pressvorgang mit Bauteilen, die den Fertigungstoleranzen entsprechen, durchgeführt.
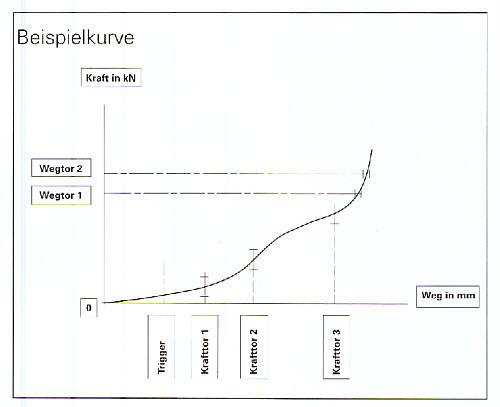
Diese Werte sind die Grundlage für alle folgenden Pressvorgänge.Die Tore werden an 3 verschiedenen Wegpunkten
und 2 verschiedenen Kraftpunkten durch Eingabe von Toleranzwerten gesetzt.Bei Fertigungsprozessen werden Teile, die nicht innerhalb dieser Grenzwerte liegen, erkannt.Zur Dokumation der Messergebnisse der produzierten
Teile ist im FDM1210 eine RS-232C Schnittstelle vorgesehen, über die mit einem Drucker oder einen PC die Daten ausgelesen werden können.
Mit der mitgelieferten Master-Card wird nur berechtigten Personen das Erstellen von Grenzwerten
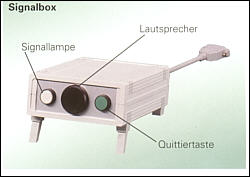
oder Systemparametern erlaubt.Auf einer mitgelieferten Tool-Card können Parameter- und Systemeinstellungen für das teilebezogenen Programm abgespeichert und wieder eingelesen werden.Als Zusatzgerät zum FDM1210 kann eine Signalbox mit Leuchte, Signalgeber und Quittiertaste, die ein Erkennen und Aussortieren der fehlerhaften Teile erleichtert,gewählt werden.
Funktion Signalbox
Um einen fehlerhaften Pressvorgang
nochmals akustisch und optisch hervorzuheben, ist eine Signalbox mit dem FDM1210 über eine Steckverbindung gekoppelt.Diese Anzeige muß vor dem nächsten Pressvorgang mit einer Quittiertaste zurückgesetzt werden.
Zusatzfunktionen:
Untere TotpunktKontrolle UTK (für Kniehebelpressen)
In die Buchse "Weg" kann, wenn kein Wegsensor angeschlossen ist, eine UTK angeschlossen werden.
Die UTK kontrolliert bei jedem Pressvorgang, ob der untere Totpunkt (UT) erreicht wird.
Beim Nichterreichen des UT wird eine Störmeldung auf dem Display und ein Warnton (Hupe) ausgegeben.
Nach einer Störmeldung muß, um mit der UTK weiterarbeiten zu können, die Fehlermeldung am FDM1210 quittiert werden.
Ausgänge
An der RS-232C Schnittstelle können standardmäßig folgende Ausgänge abgefragt werden:
IO, NIO, Wegfehler, Kraftfehler
Digitaler Wegtrigger für Fehlteil - Erkennung.
An die RS-232C Schnittstelle kann ein digitaler Wegtrigger angeschlossen werden.
Ein induktiver Näherungsschalter kontrolliert, ob ein Pressvorgang ausgelöst wurde.Wird zwischen Auslösen und Beenden des Pressvorgangs keine oder zu wenig Kraft gemessen, so bedeutet das Fehlteil.Der Wegtrigger kann mit wenigen Handgriffen an den Kraftsensor der Baureihe DK montiert werden.
Aufwendiges justieren entfällt.Das Nachrüsten an bereits vorhandene DK-Sensoren ist problemlos.
|
| ! Stand 2011 - alle Preise ohne MwSt. bzw. Vorsteuer-Ausgleich! Preisänderungen und Irrtümer vorbehalten ! |
|
Rieseler AutomationsElemente, Jahnstr.2, 42781 Haan ( Deutschland ), Fon : +49 (0)2129/53984, Fax : +49 (0)2129/52763, EMail : dipl.ing.hartmut@rieseler.de |
|